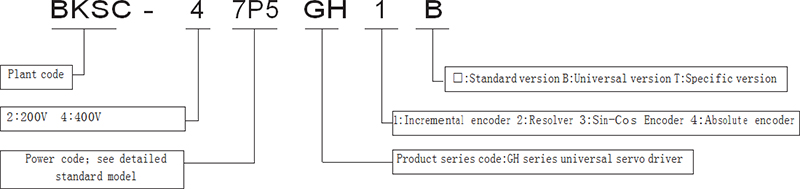
Servo Driver 1.5-315 kW

Servo Driver 1.5-315 kW
|
Название функции |
Использование |
Цель |
Демонстрация функции |
|
Произвольное позиционирование точек |
Механическая трансмиссия |
Автоматическое управление технологическим процессом |
Серводвигатель начинает работать в заданное положение, локализация останавливается и посылает сигнал о положении при получении команды запуска |
|
Возвратно-поступательное позиционирование |
Механическая трансмиссия |
Автоматическое управление технологическим процессом |
Возвратно-поступательное движение между двумя положениями настройки, можно установить скорость движения; Типичное применение: строгальный станок с двойным корпусом |
|
Многоточечное позиционирование |
Механическая трансмиссия |
Синхронное управление технологическим процессом |
Можно настроить 256, соответствующий входному сигналу, действителен, двигатель работает в соответствующее положение |
|
Импульсная синхронизация |
Механическая трансмиссия |
Синхронное управление |
Работа серводвигателя синхронизирована с входным импульсом, коэффициент синхронизации может быть установлен, часто используется для станков с ЧПУ и оборудования с числовым программным управлением. |
|
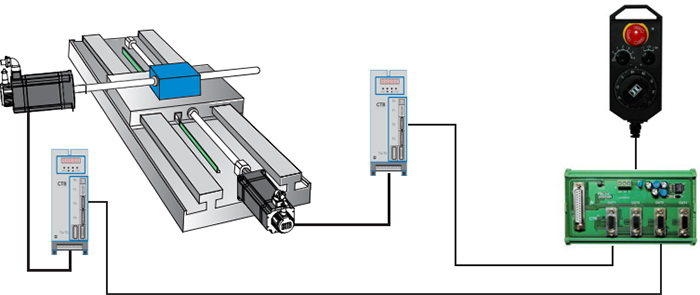
Синхронизированный привод |
Механическая трансмиссия |
Синхронный ход |
Два (более двух комплекта) серводвигателя обеспечивают синхронизацию |
|
Управление крутящим моментом |
Пресс-машина |
Регулировка выходного крутящего момента |
Используйте аналоговый входной сигнал или связь в режиме реального времени для регулировки выходного крутящего момента двигателя, удовлетворения потребностей нагрузки |
|
Параллельный привод |
Роликовый путь, приводная машина |
Достижение равновесного результата |
Несколько драйверов через шинную связь, управляйте одной и той же нагрузкой вместе, обеспечьте каждому двигателю одинаковую мощность. |
|
Резка постоянной длины |
Станок для поперечной резки Резка проволоки |
Автоматическая синхронизация резки фиксированной длины |
Водитель проверяет длину режущего объекта с помощью внешнего энкодера, автоматически рассчитывает начальное положение, синхронно режет при достижении длины реза. |
|
Программирование ПЛК |
Общая машина |
Логическое управление |
Может обеспечить не более 12 точек входа, 8 точек выхода, программирование функции управления, пользователи могут свободно программировать в соответствии с потребностями механического управления |
|
Независимая арифметика |
Ротационный режущий станок и другое оборудование |
Автоматический расчет скорости движения |
Водитель автоматически рассчитывает скорость подачи рамы инструмента для достижения постоянной линейной скорости ротационного резания в соответствии со скоростью главного приводного ролика и положением рамы инструмента. |
|
Мониторинг состояния на входе/выходе |
Общая машина |
Мониторинг состояния интерфейса |
Контролируйте все входные/выходные сигналы драйвера с помощью параметров U2, сделайте удобным для отладки и устранения неполадок |
|
Подключение сенсорного экрана |
Общая машина |
Обеспечьте человеко-машинный интерфейс |
Может подключать стандартный сенсорный экран к драйверу через последовательный интерфейс, управлять драйвером, выполнять функции запуска, регулировки параметров, мониторинга состояния и т. Д. |
|
Гидравлический сервопривод |
Гидравлическое оборудование |
Автоматическое регулирование давления и энергосбережение |
Проверяйте давление жидкости с помощью датчика давления, обеспечьте постоянный контроль давления с помощью ПИД-регулировки. |
|
Автобусное сообщение |
Конвейер |
Дистанционное автоматическое управление |
Водитель подключен к Интернету через MODBUS, CAN, POWERLINK и т.д. Шина для централизованного управления |
|
Дистанционный оператор |
Общая машина |
Простой дистанционный мониторинг |
Обеспечьте дистанционное управление водителем через подключение к удаленному цифровому оператору, проверка параметров, мониторинг важных рабочих данных |
|
Название |
Приложение |
Рекомендации по выбору типа |
Замечания |
|
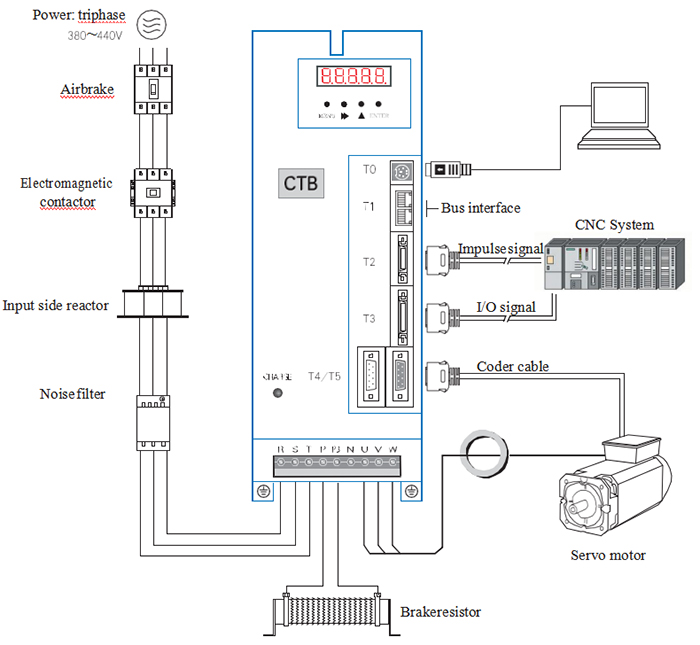
Воздушный перерыв |
Включение или выключение питания драйвера |
Выбор типа в соответствии со 150% от номинального тока драйвера |
Обратитесь к выбору часто используемых принадлежностей GH (PO9) |
|
Электромагнитный контактор |
Используется для автоматического включения драйвера или автоматического отключения питания в случае сбоя. |
Выбор типа в соответствии со 150% от номинального тока драйвера |
|
|
Реактор переменного тока |
Чтобы улучшить коэффициент мощности электросети, ограничьте мощность более высокой гармоникой |
Выбор типа в соответствии со 100% номинальным током драйвера |
|
|
Фильтр шума |
Запретить помехи питания от драйвера |
Выбор типа в соответствии со 150% от номинального тока драйвера |
|
|
Тормозной резистор |
Потребление рекуперированной энергии водителя |
Выбор типа в соответствии со стандартом производителя |
Обратитесь к выбору часто используемых принадлежностей GH (PO9) |
|
Магнитное кольцо фильтра |
Запрет внешних радиочастотных помех и синфазных помех |
Выбор типа в соответствии со стандартом производителя |
Обратитесь к выбору часто используемых принадлежностей GH (PO9) |
|
Тип |
Имя |
Функция |
Стандарт сигнала |
|
|
Управление потребляемой мощностью |
ПВ |
Входная клемма питания внешнего управления |
24 В постоянного тока 500 мА |
|
|
СК |
Входная клемма внешнего управляющего питания OV/общая клемма управляющего сигнала |
|||
|
Вход управляющего сигнала |
ДП |
Клеммы выбора NPN/PNP |
||
|
УЛ |
Включение сервопривода |
Оптический вход оптронной пары PNP/NPN (опционально) Проверка входного сигнала PNP:0 В NPN:24 В |
||
|
МОЧИТЬ |
Сброс неисправности |
|||
|
И1 |
Бег в прямом направлении |
Программируемый вход |
||
|
И2 |
Реверсивный ход |
Программируемый вход |
||
|
И3 |
Точное позиционирование упоров |
Программируемый вход |
||
|
И4 |
Сервопривод нулевой скорости |
Программируемый вход |
||
|
И5 |
Толчковой |
Программируемый вход |
||
|
И6 |
Внешний вход неисправности |
Программируемый вход |
||
|
И7 |
Команда скорости1 |
Программируемый вход |
||
|
И8 |
Команда скорости2 |
Программируемый вход |
||
|
И9 |
Команда скорости3 |
Программируемый вход |
||
|
И10 |
Варианты метода управления скоростью/положением |
Программируемый вход |
||
|
И11 |
Высокоскоростной импульсный вход |
Программируемый вход |
24 В, 200 кГц |
|
|
И12 |
Высокоскоростной импульсный вход |
Программируемый вход |
||
|
Тепловая защита двигателя |
Т1 |
Вход сигнала тепловой защиты двигателя |
Нормально открытый, нормально закрытый оптический |
|
|
Программируемый выход |
Q1 ~ Q6 |
Программируемый выход |
Выход оптронов 24 В ≤ 10 мА |
|
|
Релейный выход |
М0А-М0Б-М0К |
Драйвер готов к выводу |
AC250V 1A DC30 1A |
|
|
М1А-М1Б-М1С |
Вывод неисправности драйвера |
|||
|
Аналоговый вход |
ФС |
Внутренний источник питания с настройкой скорости |
DC10 В 50 мА |
|
|
ФК |
Аналоговая общая клемма |
0 В |
||
|
ФВ |
Биполярный аналоговый вход |
-10 ~ 10 В |
||
|
ФИ |
Однополярный аналоговый вход |
0 ~ 10 В/4 ~ 20 мА |
||
|
Аналоговый выход |
ДА1 ДА2 |
Аналоговый выход |
-10 ~ 10 В |
|
|
Энкодер/импульсный вход |
ПВ2/Г2 |
Мощность энкодера |
DC5V 100 мА |
|
|
СА+ СА- |
Фазовый вход импульса/энкодера А |
Линейный привод, принимающий стандарт RS422 |
||
|
ПБ+ ПБ- |
Импульсный/энкодерный вход фазы B |
|||
|
ДЗ+ ДЗ- |
Импульсный/энкодерный вход фазы C |
|||
|
Выход энкодера |
ОА+ ОА- |
энкодер Фазовый выход А |
Линейный выход привода стандарт RS422 |
|
|
ОБ+ ОБ- |
Выход фазы B энкодера |
|||
|
ОЗ+ УНЦИЯ- |
Фазный выход энкодера по оси Z |
|||
|
Вход энкодера двигателя |
ПВ1 Г1 |
Обеспечьте клемму для питания энкодера |
DC5V 100 мА |
|
|
А+ А- |
энкодер Фазовый вход А |
Линейный привод, принимающий стандарт RS422 |
||
|
В+ В- |
Вход в фазу B энкодера |
|||
|
З+ Я- |
Вход фазы Z энкодера |
|||
|
U+ U- |
Вход фазы U энкодера |
|||
|
V+ V- |
Вход фазы V энкодера |
|||
|
Ш+ Ш- |
Фазовый вход энкодера W |
|||
|
Связь RS232 |
Т0 |
Связь RS232 |
Стандарт RS232 |
|
|
Связь по RS485 |
D+ D- |
Связь по RS485 |
Стандарт RS485 |
|
|
Связь по шине CAN |
КАН ЛАЙВ |
Связь по шине CAN |
МОЧЬ |
|
|
Интерфейс высокоскоростной шины |
TI |
Связь по шине Powerlink Ethercat Mechatrolink |
Стандартный интернет |
|
|
Зажим заземления |
E |
Экранирующий слой сигнальной линии должен быть заземлен |
||
◆Упаковочных устройствах и производственных линиях по производству упаковки
◆ сборочных производствах, таких как автомобили. бытовой технике и т.д.
◆Производственных линиях по транспортировке материалов
◆ Производственных линиях по розливу
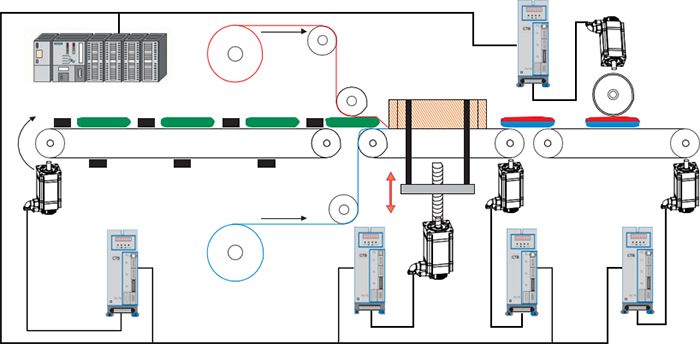
◆ Линия для производства ножниц
Широко применяется в:
◆ Станках для поперечной резки, станках для резки пластинчатых материалов
◆ Оборудовании для резки проволоки, гибочном оборудовании
◆ Линии для производства прокатных ножниц
◆ Высокоскоростных летающих ножницах (синхронные отслеживающие ножницы)
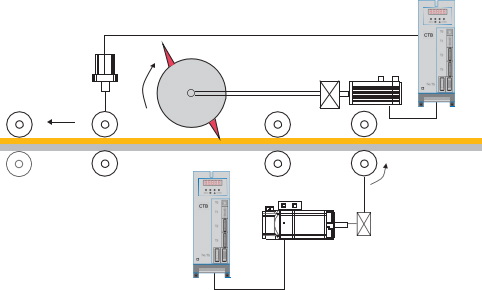
определение длины сигнала энкодера
Используйте внешний интерфейс энкодера сервопривода GH AC, чтобы точно контролировать
положение или длину управляемой машины, что позволяет достигать фиксированной длины, управлять позиционированием, выполнять различные функции резки:
◆Обеспечьте стандартный внешний интерфейс энкодера, интерфейс определения нуля
◆Встроенная программа управления несколькими ножницами
◆Обеспечивает человеко-машинный интерфейс, встроенный ПЛК, что максимально упрощает систему управления
◆Подходитдля оборудования для резки различных профилей, катанки, листовых материалов
Все решения по применению электрических термопластавтоматов

Используйте сервопривод переменного тока GH для управления серводвигателем CTB или двигателем с водяным охлаждением через компьютер, подключенный к шине, который может обеспечить полный набор решений сервоуправления для всех электрических машин для литья под давлением и достичь:
◆Подвижная форма быстро перемещается, зажим формы с большим крутящим моментом
◆ Скоординированное управление двигателем плавления клея и двигателем впрыска пластика позволяет гибко регулировать противодавление расплавленного клея, улучшая качество расплава и эффективность.
◆Замкнутый контур датчика давления впрыска пластика и двигателя обеспечивает точный контроль давления, скорости и объема впрыска.
◆Сделайте движение более точным, легким для регулировки в отношении сервоуправления наперстком, регулировки литья, впрыска.
Другие товары

D3 Triple Axis servo drive 1.5-11 KW/4-25A 330*140*215mm


D2 Double axis servo drive 1.5-11 KW/4-25A 350*140*180mm
